-
Śruby i wkręty
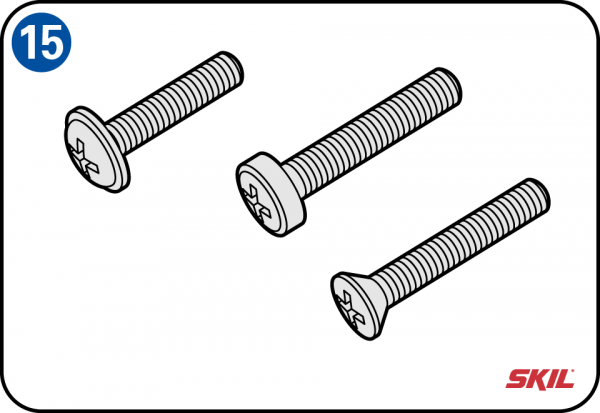
Wyróżnia się następujące kształty łbów śrub i wkrętów do elementów metalowych:
1. łeb sześciokątny
2. łeb kulisty
3. łeb stożkowy
4. łeb walcowy
5. łeb stożkowy z gniazdem sześciokątnym
6. łeb walcowy z gniazdem sześciokątnym
7. łeb stożkowy z wgłębieniem krzyżowym
8. łeb radełkowany -
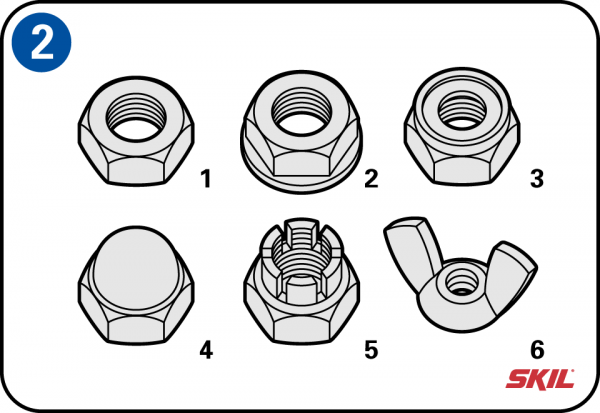
Nakrętki
Nakrętki są wykorzystywane do różnych celów i oferowane w różnorodnych typach i rozmiarach. Najbardziej popularne typy to:
1. nakrętka sześciokątna
2. nakrętka z kołnierzem
3. nakrętka zabezpieczająca
4. nakrętka kołpakowa
5. nakrętka koronowa
6. nakrętka motylkowa -
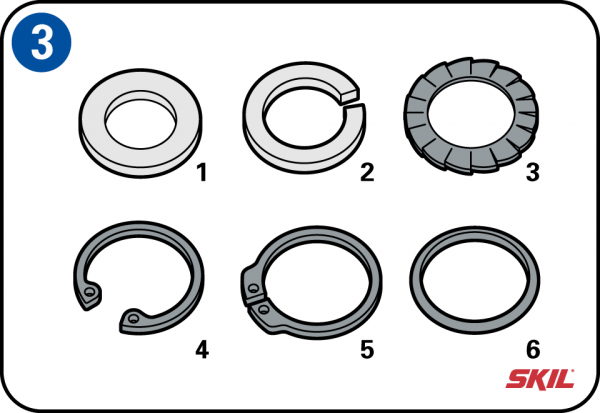
Podkładki
Podkładkę mocuje się pod wkrętem, śrubą lub nakrętką, aby jednakowo rozłożyć nacisk podczas dokręcania lub odkręcania nakrętki i zabezpieczyć łączone elementy. Podkładkę stosuje się również jako uszczelnienie chroniące złącze przed wilgocią.
1. podkładka płaska
2. podkładka sprężysta
3. podkładka ząbkowana
4. pierścień zabezpieczający (wewnętrzny)
5. pierścień zabezpieczający (zewnętrzny)
6. pierścień uszczelniający -
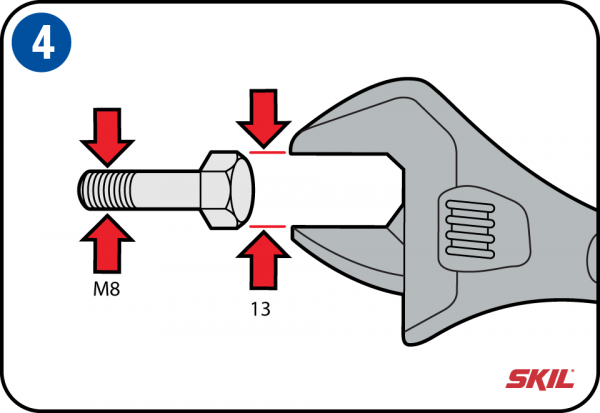
Wybór właściwego klucza
Rozmiary nakrętek i śrub są zazwyczaj podawane w wartościach metrycznych gwintu, na przykład śruba M8. Każdy rozmiar nakrętki bądź śruby posiada odpowiadającą mu średnicę łba, do którego można dobrać pasujący rozmiar klucza. W Europie wymiary podawane są w milimetrach (mm). Rozmiary śrub i pasującego do nich klucza podano w tabeli poniżej:
Śruba Klucz
M3 5,5
M4 7
M5 8
M6 10
M7 11
M8 13
M10 17
M12 19
M14 22
M16 24
M18 27
M20 30
M22 32
M24 36
M27 41
M30 46
M33 50
M36 55 -
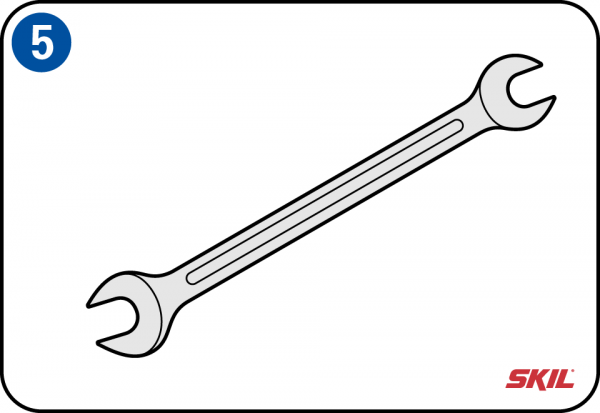
Klucz płaski
Zazwyczaj klucze płaskie posiadają dwie główki o różnych wymiarach (6-7 mm, 8-9 mm, 10-11 mm, 12-13 mm, 14-15 mm, 16-17 mm, 18-19 mm), aby można było dokręcać i odkręcać większość nakrętek i śrub w powszechnie stosowanych rozmiarach za pomocą jak najmniejszej liczby kluczy.
-
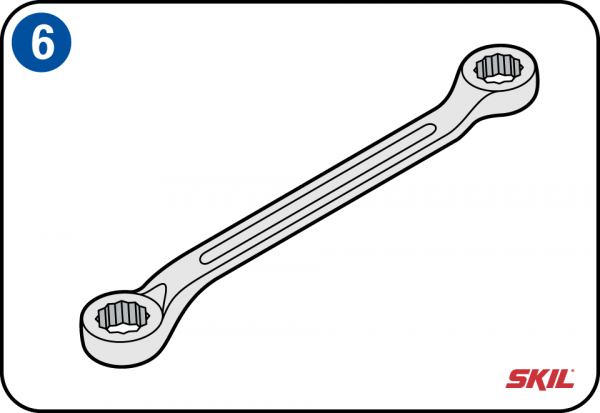
Klucz oczkowy
Główka klucza oczkowego posiada dwanaście wewnętrznych zębów i umożliwia złapanie łba śruby lub nakrętki z każdej strony. Klucz tego typu pozwala na użycie znacznie większej siły (należy upewnić się jednak, że klucz jest pewnie zamocowany na łbie śruby lub nakrętce!).
-
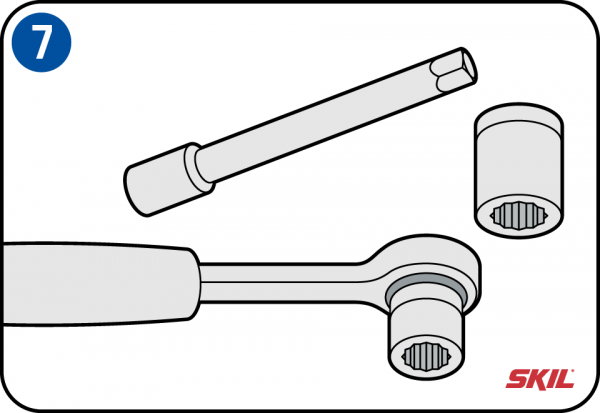
Klucz nasadowy
Klucz nasadowy z zestawem nasadek o różnych rozmiarach jest narzędziem przydatnym i wszechstronnym. Posiada on również przełącznik obrotu lewo/prawo, dlatego może być wykorzystywany zarówno do dokręcania jak i odkręcania śrub i nakrętek.
-
Klucz rurowy
Klucz rurowy ma kształt rurki, której końcówka pasuje do śruby lub nakrętki o określonym rozmiarze. Klucz tego typu przydaje się zwłaszcza w miejscach, w których dostęp do śrub i nakrętek jest utrudniony, ponieważ są one zbyt głęboko osadzone, aby dosięgnąć je kluczem płaskim, oczkowym lub nasadowym. Na końcach rurki znajdują się otwory, w których można umieścić metalowy pręt lub śrubokręt ułatwiający obracanie klucza i umożliwiający zastosowanie większej siły.
-
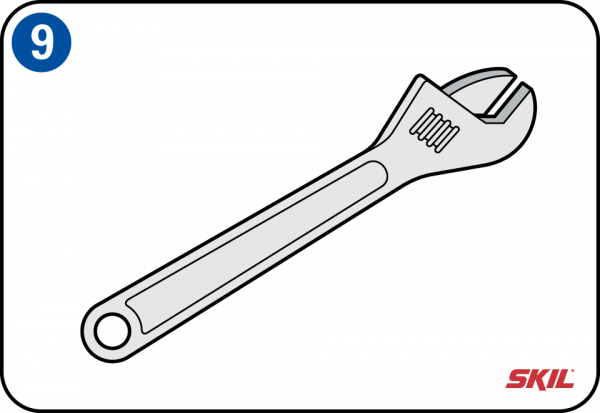
Klucz nastawny
Klucz tego typu posiada szczęki regulowane za pomocą małego pokrętła znajdującego się w górnej części rączki, umożliwiające dokręcanie i odkręcanie śrub i nakrętek o różnych rozmiarach. Uwaga: niedokładne dopasowanie szczęk klucza nastawnego grozi uszkodzeniem łba śruby lub nakrętki.
-
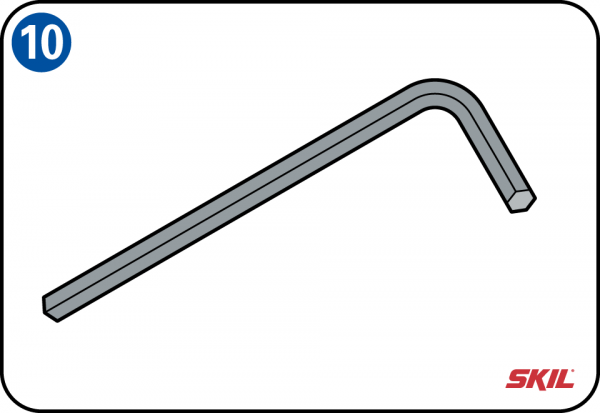
Klucz sześciokątny lub imbusowy
Klucz sześciokątny lub imbusowy ma postać pręta wygiętego w kształcie litery L z sześciokątną końcówką z jednej lub z obu stron. Klucze imbusowe przeznaczone są do dokręcania lub odkręcania wkrętów lub śrub z łbem z gniazdem sześciokątnym.
Znormalizowane rozmiary kluczy: 1, 2, 3, 4, 5, 51/2, 6, 8 oraz 10 mm. -
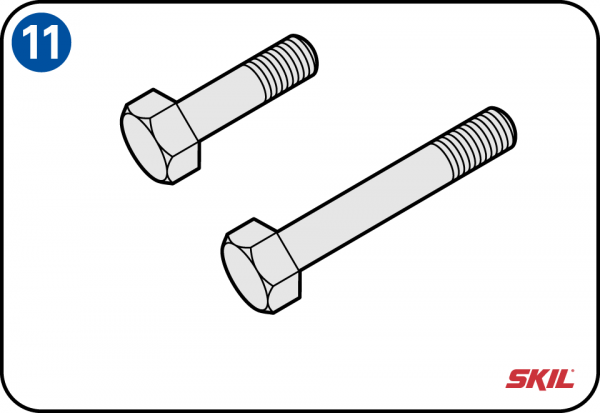
Śruby z łbem sześciokątnym (częściowo gwintowane)
Śruby z łbem sześciokątnym z gwintem metrycznym są oferowane w rozmiarach od M4 do M24 i długościach od 20 do 200 mm. Są one stosowane do łączenia elementów i materiałów. Dokręca się je za pomocą klucza płaskiego lub oczkowego. Niezbędne są dwa klucze: jeden do dokręcenia nakrętki, a drugi uniemożliwiający obracanie się śruby wraz z dokręcaną nakrętką. Nakrętki pasują do śrub o takim samym oznaczeniu rozmiaru.
-
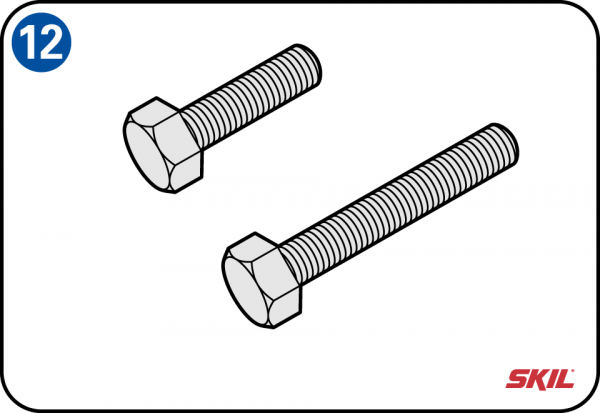
Śruby z łbem sześciokątnym (gwintowane na całej długości)
Śruby z łbem sześciokątnym gwintowane na całej długości trzpienia są oferowane w rozmiarach od M4 do M16 i długościach od 6 do 200 mm. Śruby tego typu są identyczne jak śruby z łbem sześciokątnym opisane powyżej (z częściowo gwintowanym trzpieniem) z tą różnicą, że w tym wypadku gwint rozciąga się od początku trzpienia aż po sześciokątny łeb.
-
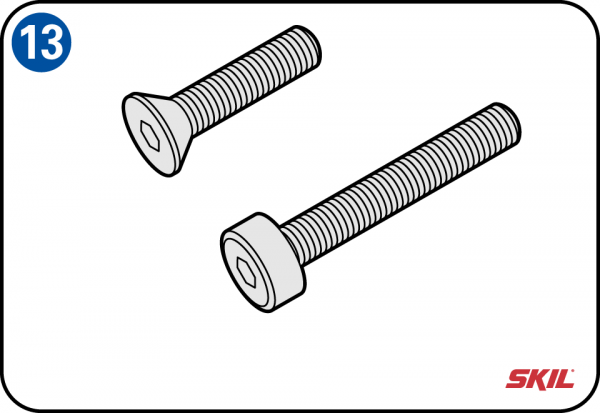
Śruby z łbem z gniazdem sześciokątnym
Śruby z łbem z gniazdem sześciokątnym posiadające gwint metryczny są oferowane w rozmiarach od M3 do M12 i długościach od 6 do 120 mm. Śruby tego typu mają łeb z gniazdem sześciokątnym, a do ich dokręcania lub odkręcania służy klucz imbusowy (sześciokątny). Zaletą śrub z łbem z gniazdem sześciokątnym jest znacznie bezpieczniejszy chwyt za pomocą odpowiednio dobranego klucza imbusowego (sześciokątnego). Można je również stosować w miejscach trudno dostępnych.
-
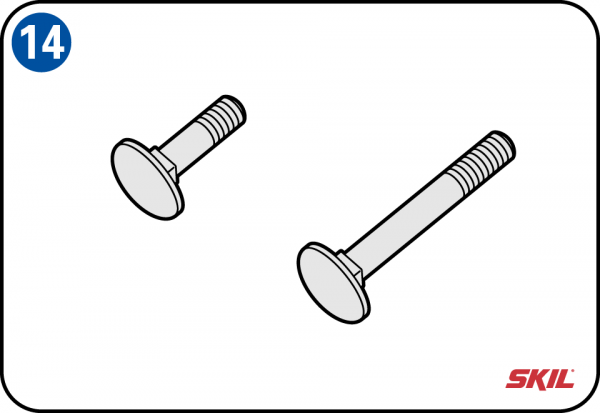
Śruby zamkowe
Śruby zamkowe z gwintem metrycznym są oferowane w rozmiarach od M5 do M12 i długościach od 16 do 180 mm. Bezpośrednio pod gładkim grzybkowym łbem znajduje się podsadzenie o przekroju kwadratowym. Taka śruba jest z reguły osadzana poprzez uderzenie młotkiem w jej łeb w taki sposób, aby część o przekroju kwadratowym zagłębiła się w materiał. Wówczas śruba jest mocno osadzona i nie obraca się podczas dokręcania nakrętki. Okrągły łeb nie tylko sprawia, że śruba atrakcyjne wygląda, ale również zwiększa bezpieczeństwo. Śruby tego typu nie można odkręcić od zewnątrz, co sprawia, że idealnie nadaje się ona do montażu bram lub drzwi garażowych.
-
Wkręty do metalu
Wkręty do metalu z walcowym łbem i gwintem metrycznym są oferowane w rozmiarach od M2 do M4 i długościach od 4 do 30 mm.
-
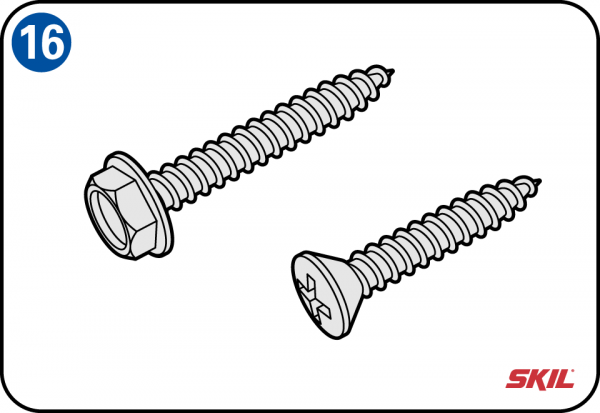
Wkręty do płyt / wkręty samogwintujące
Wkręty do płyt lub wkręty samogwintujące z walcowym łbem, gniazdem typu PH lub PZ oraz trzpieniem samogwintującym są oferowane w rozmiarach od 2,2 do 3,5 mm i długościach od 6,5 do 38 mm.
Trzpień wkrętu posiada ostro zakończoną końcówkę oraz gwint grubozwojowy rozciągający się aż po sam łeb. Dzięki temu wkręt z łatwością wnika w materiał, a podczas jego wkręcania w materiale tworzy się gwint. W przypadku tego typu wkrętów zawsze zaleca się wykonanie otworu pod wkręt za pomocą wiertła o średnicy mniejszej niż grubość trzpienia. -
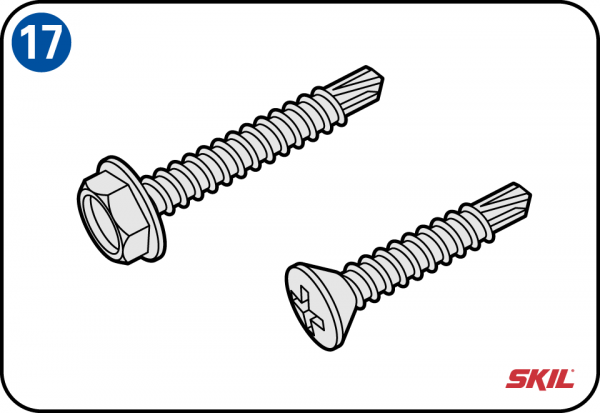
Wkręty samowiercące
Aby złączyć ze sobą dwa arkusze blachy najwygodniej jest użyć wkrętów samowiercących. W przypadku tego typu wkrętów nie ma konieczności wykonywania otworu pod wkręt.
Wkręty samowiercące nadają się do przykręcania cienkich arkuszy blachy do grubszych albo uchwytów do metalowych słupków. W połączeniu z płytką ustalającą mogą być wykorzystywane do mocnego łączenia elementów. Montaż jest znacznie szybszy niż w przypadku nitów lub nakrętek i śrub również z uwagi na brak konieczności wykonywania otworu. Te wkręty są oferowane w długościach od 6 do 27 mm. -
Nacinanie gwintu wewnętrznego I
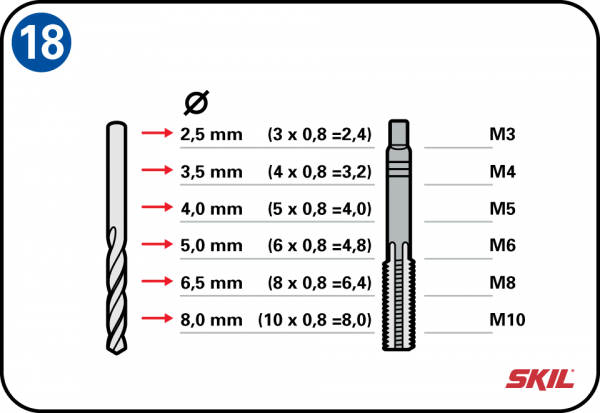
Do wykonywania gwintu wewnętrznego w metalu, na przykład do wkręcenia śruby, służy gwintownik. Przed użyciem gwintownika najpierw należy wykonać otwór wiertłem o średnicy nieznacznie większej od rdzenia gwintownika, ale mniejszej od średnicy gwintu zewnętrznego gwintownika.
Aby dobrać odpowiedni rozmiar otworu, należy posłużyć się następującą zasadą:
Średnica wierconego otworu powinna wynosić 80% oznaczenia rozmiaru gwintownika.
Przykład: Aby wykonać gwint o rozmiarze M6, należy wywiercić otwór o średnicy równej 6 x 0,8= 4,8 mm, co po zaokrągleniu daje 5 mm (informacje w tabeli). -
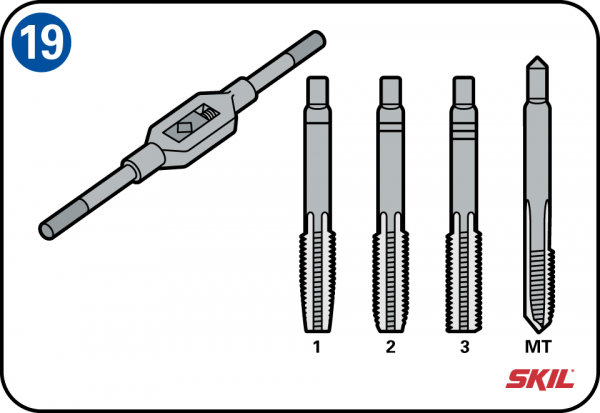
Nacinanie gwintu wewnętrznego II
Następnie w otworze należy naciąć gwint korzystając z 3 częściowego standardowego zestawu do gwintowania. Czynność tę można wykonać w 3 etapach z wykorzystaniem 3 gwintowników wraz z uchwytem.
• Etap pierwszy - nacinanie: korzystając z gwintownika wstępnego wykonać gwint wstępny
• Etap drugi – pogłębianie: korzystając z gwintownika pośredniego pogłębić nieco gwint
• Etap trzeci – gwintowanie: korzystając z wykańczaka nadać gwintowi ostateczną głębokość
W przypadku gwintowania ręcznego, należy upewnić się, że gwintownik jest ustawiony pod odpowiednim kątem w stosunku do obrabianego elementu. Bardzo ważne jest, aby stale zrywać i usuwać wióry metalu. Po każdych dwóch obrotach w kierunku gwintowania (zgodnie z ruchem wskazówek zegara), należy przekręcić gwintownik o pół obrotu w kierunku przeciwnym. W ten można sposób uniknąć złamania gwintownika. Korzystanie z cieczy chłodząco-smarującej znacznie ułatwi cały proces. Proces gwintowania można również przeprowadzić za pomocą wiertarki elektrycznej, wykorzystując w tym celu specjalne gwintowniki maszynowe nacinające gwint w jednym przebiegu narzędzia. Wspomniane gwintowniki maszynowe nadają się wyłącznie do nacinania gwintów o małej średnicy. -
Nacinanie gwintu zewnętrznego I
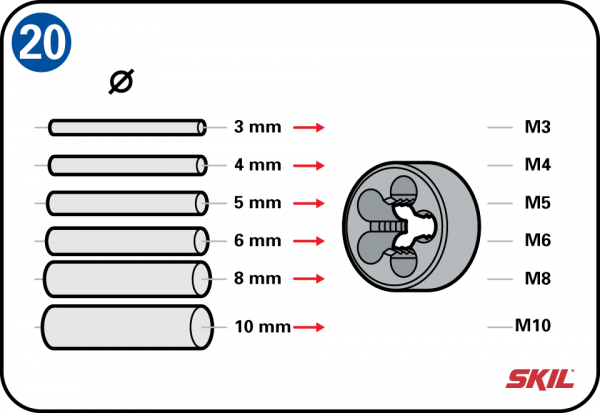
Nacinanie gwintu zewnętrznego można wykonywać na materiałach o przekroju kołowym, takich jak pręt gwintowany, wałek czy rura.
Do wykonywania tego rodzaju gwintu służy narzynka osadzona w uchwycie. Narzynki wyposażone są w nacinające ostrza, które wykonują gwint na zewnętrznej stronie obrabianego elementu metalowego. Gwint jest nacinany na ostateczną głębokość w jednym przebiegu narzędzia. Do każdej średnicy pręta konieczna jest inna narzynka. Narzynki można wykorzystać również do naprawy uszkodzonych gwintów śrub. -
Nacinanie gwintu zewnętrznego II
Obrót narzynki w prawo (zgodnie z ruchem wskazówek zegara) podczas nacinania gwintu wymaga użycia bardzo dużej siły. Po każdym pełnym obrocie narzynki należy obrócić ją o ćwierć obrotu w lewo w celu usunięcia powstałych wiórów metalu. Należy regularnie sprawdzać, czy narzynka jest ustawiona pod odpowiednim kątem w stosunku do obrabianego elementu oraz stosować ciecz chłodząco-smarującą. W przeciwnym razie uzyskany gwint będzie słabej jakości a nacinanie - bardzo uciążliwe.
-
Korzystanie z nitów I
Nity są stosowane do łączenia cienkich materiałów lub płyt. Nit ma postać metalowego kołka z krótką aluminiową rurką zakończoną z jednej strony główką. Aby połączyć ze sobą dwa materiały, należy najpierw wywiercić w nich otwór, a następnie umieścić w nim nit. Główka nitu musi całkowicie wystawać z drugiej strony materiału. Do mocowania nitów służy nitownica.
Dostępne są nity o różnych średnicach. Przy wyborze nitu należy kierować się nie tylko jego średnicą, ale również długością odcinka roboczego. -
Korzystanie z nitów II
Proces wykonywania połączenia nitowego przebiega następująco:
1 Zaciskanie rączek nitownicy powoduje najpierw zaciśnięcie się narzędzia na pręciku nitu i wciągnięcie go w głąb materiału.
2 W tylnej części materiału aluminiowa rurka ulega ściskaniu.
3 Dalsze dociskanie rączek nitownicy powoduje rozciąganie rurki aluminiowej.
4 Przy odpowiednio dużym nacisku na rączki nitownicy następuje zerwanie pręcika.
Nit jest bardzo trwały i tylko z trudem można go usunąć.
Dużą zaletą połączeń nitowych jest fakt, że uzyskuje się mocne połączenie nawet w miejscach, w których nie mamy dostępu do spodniej strony materiału. W takim przypadku nie ma możliwości użycia śrub i nakrętek.